目前国内火电机组在建设中,为了使水冷壁在运行过程中更加稳固,通常在水冷壁管排上焊接扁钢以防止水冷壁磨损,但是国内北方多个机组的绑带与水冷壁管排之间的焊缝产生了垂直于绑带的裂纹,运行一段时间后,裂纹延展至水冷壁,导致水冷壁开裂。产生裂纹的原因是在此位置进行焊接时,北方现场温度过低且位置特殊而无法进行焊接热处理。
目前国内还少有对特殊的焊缝结构进行检测的报道,天津诚信达金属检测技术有限公司的检测人员结合焊缝的特殊结构,提出了采用超声相控阵“扇扫端角区域分析法”对缺陷进行判定,同时采用计算机辅助技术指导相控阵检测工艺的制定,很好地解决了该难题。
水冷壁绑带焊缝的基本结构
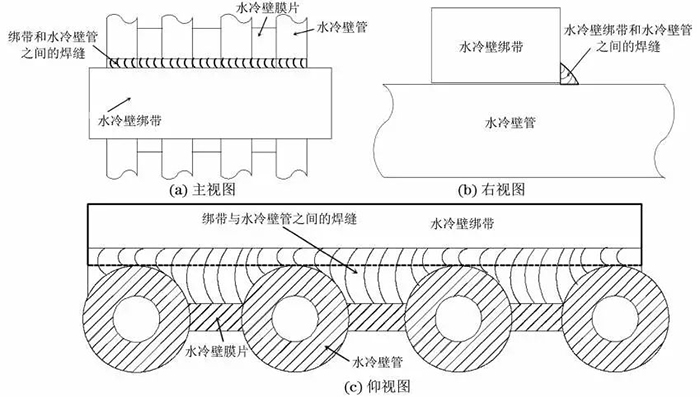
图1 水冷壁绑带焊缝的基本结构示意
水冷壁绑带是厚度为28 mm,宽度为120 mm左右的长条形钢板,将水冷壁绑带与水冷壁管排焊接在一起,能起到固定水冷壁且防止水冷壁磨损的作用。为了使水冷壁管排和绑带之间焊接得更牢固,需要将绑带两侧与水冷壁外表面相接触的地方通过熔透式焊接在一起;从图1(c)可以看出,该焊接方式形成的焊缝结构相当特殊,如焊缝与绑带连接面积很小,焊缝结构也随着其所在位置不同而变化。
水冷壁绑带焊缝的检测现状
水冷壁绑带在焊接过程中,由于位置特殊而无法完成热处理工作,所以该位置在焊接完成后,由于冷却速度过快,容易产生与绑带垂直的裂纹,该裂纹逐渐延展至水冷壁管道,从而引起水冷壁管道的破裂。
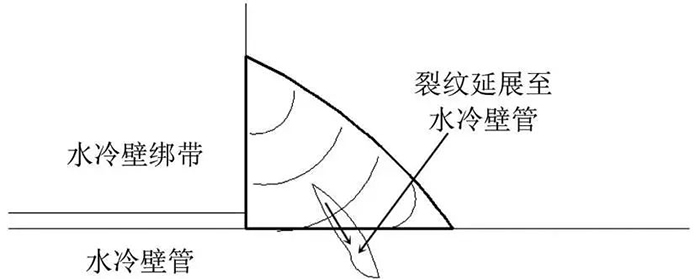
图2 水冷壁绑带的焊缝裂纹结构示意
图3为现场割掉的部分水冷壁绑带焊缝外观,可以看到焊缝位于两片水冷壁绑带之间,没有射线检测的位置,同时由于该焊缝产生的裂纹具有一定深度,也无法进行磁粉检测;另外焊缝与绑带的接触面较小,且焊缝结构复杂,也无法进行常规超声检测。

图3 水冷壁绑带焊缝外观
检测工艺
超声相控阵S扫描显示
S扫描显示即扇形或方位显示,是探头延时和折射角已作校正,特定通道所有A显示叠加而成的二维图像。典型的S显示是用相同阵元和相同焦距通过一定角度范围扫查获得的(见图4),其水平轴对应于投影距离(试件宽度),而垂直轴对应于深度。
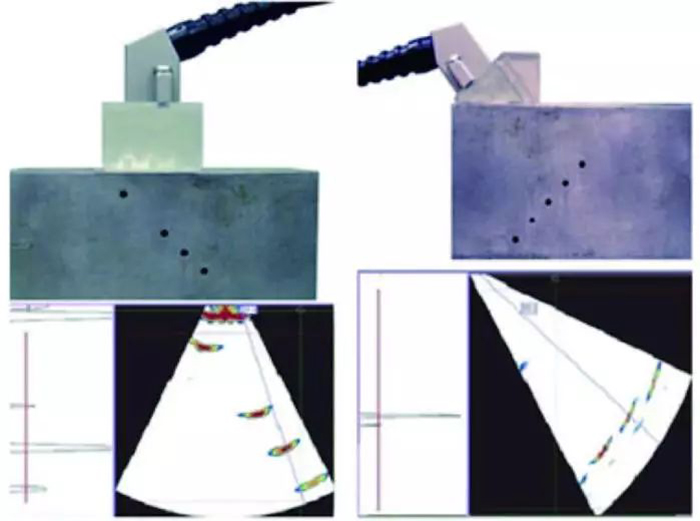
图4 超声相控阵S显示
扇扫端角区域分析法
扇扫端角区域分析法是为完成缺陷评定而提出的一种新的超声相控阵图谱分析方法,其原理是根据被检焊缝固定位置的反射波来确定声束覆盖区域,从而判定该区域是否存在缺陷的。ESBeamTool软件仿真效果示意如图5所示,被检测焊缝随着位置变化,焊缝结构也随之发生变化,但是超声相控阵声波可实现多角度覆盖,进行超声相控阵声束覆盖仿真时发现,当超声相控阵探头保持与焊缝水平位置不变时,会有相同或相近的角度覆盖住结构端角1、结构端角2和结构端角3。
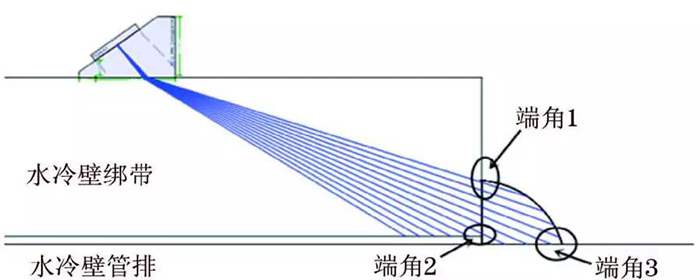
图5 ESBeamTool软件仿真效果示意
依据仿真软件得出采用此检测工艺进行检测时,超声相控阵扇扫图谱的61°声束方向上会发现端角2的反射波,在扇扫图谱的63°声束方向上会发现端角3的反射波,在扇扫图谱的70°声束方向上会发现端角1的反射波。通过仿真软件同样可发现声束61°~70°所覆盖的区域即为要检测的焊缝区域,同时此类焊缝缺陷多出现在水冷壁管外表面,即区域2,因此依据此结论完成对绑带焊缝的检测工作,无缺陷焊缝的超声相控阵检测图谱如图6所示。可见在扇扫图谱的60°声束方向上发现端角2的反射波,深度为28.1 mm;在扇扫图谱的65°声束方向上发现端角3的反射波,深度为28.6 mm;在扇扫图谱的72°声束方向上发现端角1的反射波,深度为18.6 mm。该检测结果与仿真结果基本一致,因此可以在扇扫图上判定区域1为焊缝所在区域,区域2为裂纹易出现区域。在实际检测过程中,只需观察区域2中是否存在异常信号,即可判断该区域是否存在裂纹,该方法即为提出的“扇扫端角区域分析法”。
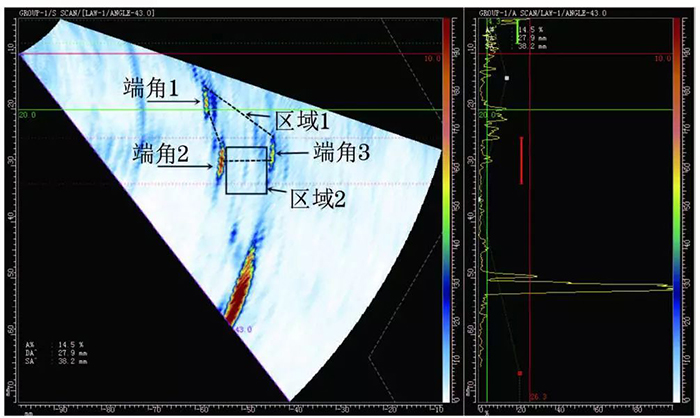
图6 无缺陷焊缝的超声相控阵检测图谱
检测步骤
1绘制焊缝结构图,现场测量待检焊缝结构(见图7),测量水冷壁管排位置的焊缝结构尺寸和水冷壁膜片位置的焊缝结构尺寸,该尺寸包括水冷壁绑带厚度D,水冷壁焊缝水平宽度a,水冷壁垂直厚度b,并依据此尺寸绘制不同位置的焊缝结构。
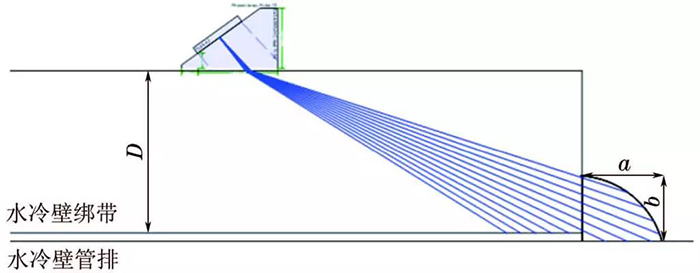
图7 待检焊缝结构示意
2声束仿真,采用ESBeamTool仿真软件完成超声相控阵声束覆盖模拟,用来确定检测不同位置焊缝采用的聚焦法则和探头所在位置。
3制定检测工艺,通过EsbeamTool仿真软件的声束覆盖模拟,可以看出在此工艺下,可实现被检焊缝的全覆盖,且在绑带与水冷壁管排相连的焊缝(见图8)和绑带与水冷壁膜片相连的焊缝(见图9)处可采用相同的检测工艺。
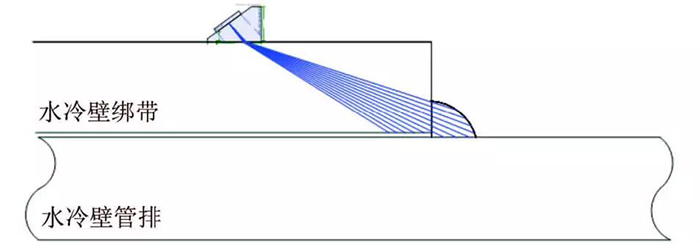
图8 水冷壁绑带与水冷壁管排相连的焊缝结构示意
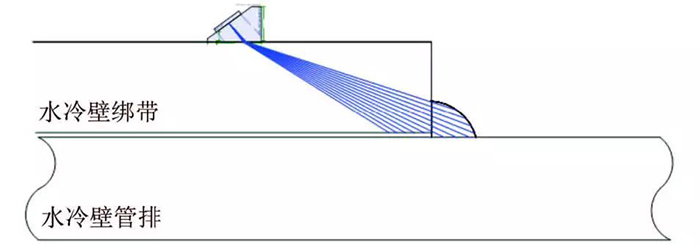
图9 水冷壁绑带与水冷壁膜片相连的焊缝结构示意
4依据模拟软件完成扫查工艺参数设计。探头型号:5L32-A11,楔块型号:SA11-N55S,扫描角度:55°~75°,激发晶片数量:32,起始晶片:1,终止晶片:32,探头位置:探头前沿距离绑带边缘35 mm,检测端角1所需角度:61°,检测端角2所需角度:63°,检测端角3所需角度:70°。
5缺陷判别方法采用上述的“扇扫端角区域分析法”进行判别。
检测对象与设备
采用现场割管的形式获得检测对象,水冷壁管排及缺陷位置示意如图10所示,该试样为某机组工程截取的带自然缺陷的水冷壁管排,其中绑带厚度为28 mm。超声相控阵试验采用频率为5 MHz,32阵元,间距为0.5 mm的探头;横波楔块倾角为36°,声速为2337 m/s, 大偏转范围标称值为40°~74°。
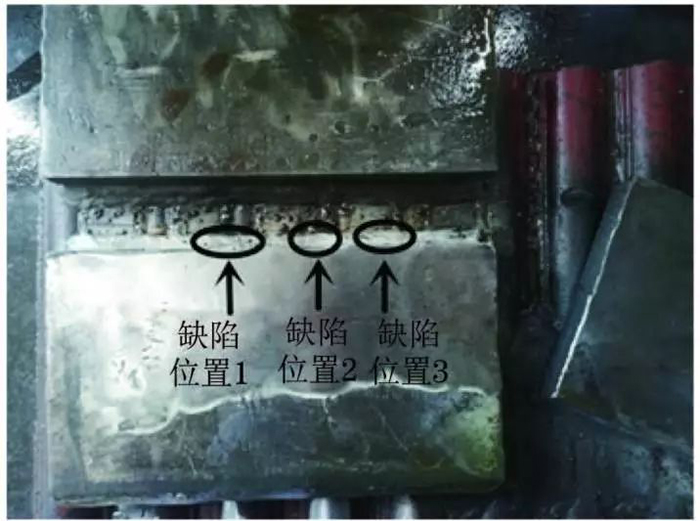
图10 水冷壁管排及缺陷位置示意
检测结果
1缺陷识别,采用提出的“扇扫端角区域分析法”对扇扫图谱进行分析,图11为无缺陷焊缝的超声相控阵检测图谱,其中区域1为焊缝结构所在区域,区域2为此类缺陷多发的区域,即为此次检测重点关注的区域。
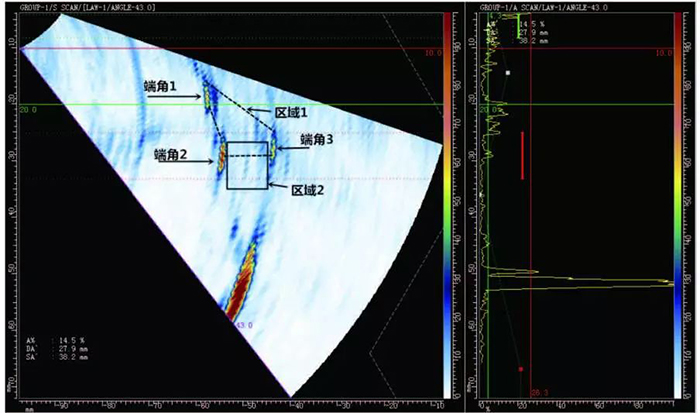
图11 无缺陷焊缝的超声相控阵检测图谱
2检测过程中的扇扫图谱如图12所示,图12(a)为无缺陷的超声相控阵检测图谱,由该图谱可观察到区域2中无异常信号,代表该区域没有裂纹缺陷,当探头继续移动,区域2发现异常信号,则说明此位置存在裂纹缺陷,如图12(b)所示,继续移动探头,区域2位置的异常信号消失代表此处为裂纹结束位置,如图12(c)所示。
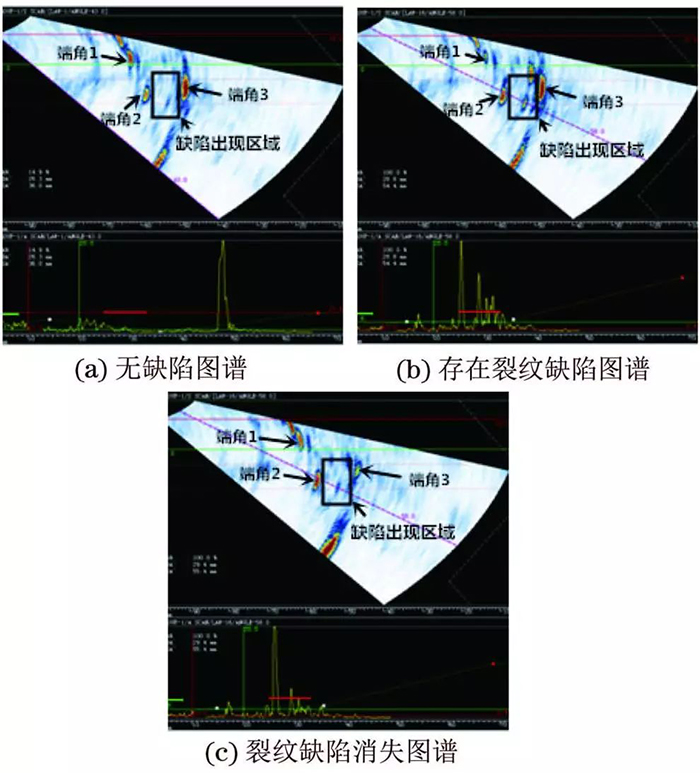
图12 检测过程中的扇扫图谱
3依据以上方法对试样进行检测,可清晰地检测到试样上的3处裂纹缺陷,如图13所示。
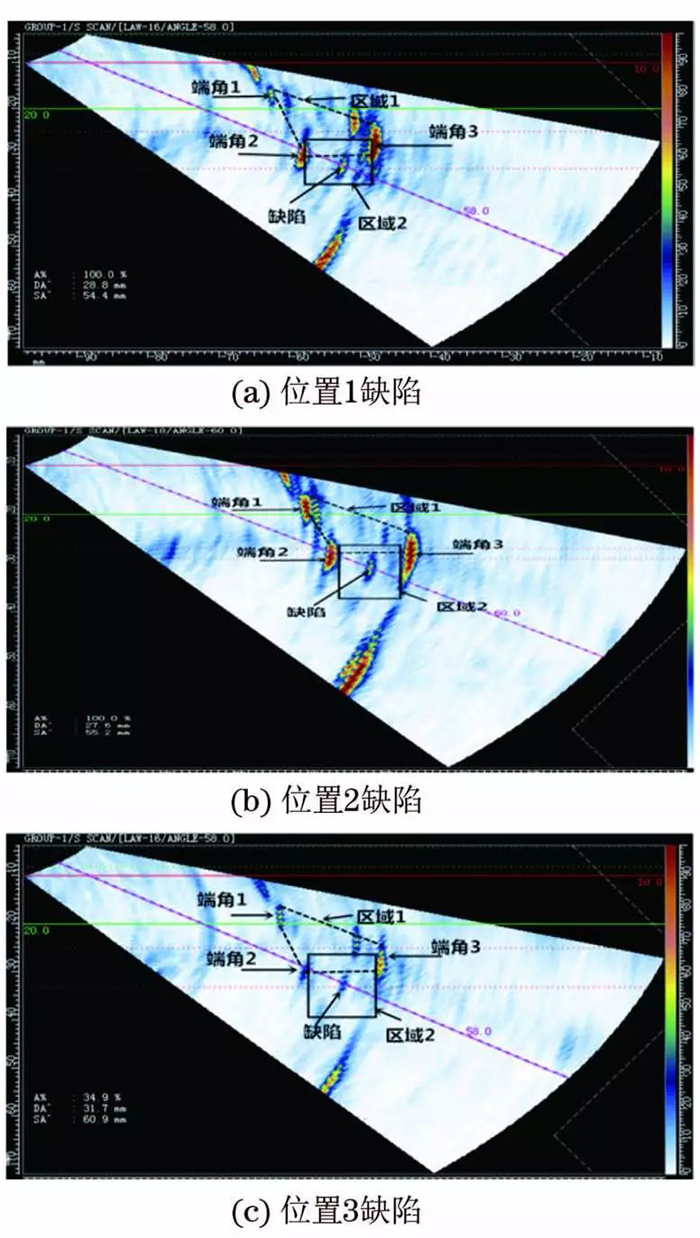
图13 不同位置的缺陷图谱
检测结果分析
由图12可知,检测此类焊缝时,采用超声相控阵检测技术可直观地区别该位置是否存在裂纹缺陷,从而大大提高检出率;水冷壁绑带裂纹缺陷多出现在水冷壁焊缝与水冷壁管排相接触的位置;依据提出的“扇扫端角区域分析法”检测此类焊缝,可直观可靠地完成此类特殊焊缝的检测工作。
结 语
1水冷壁绑带焊缝检测一直是行业内的检测难题,提出了超声相控阵仿真软件模拟检测工艺,并利用“扇扫端角区域分析法”对检测图谱进行分析,很好地解决了该难题。
2ESBeamTool仿真软件完成了超声相控阵声束覆盖模拟,可以有效指导超声相控阵检测工艺的设计,直观显示超声波束在管接头的覆盖状态,克服相控阵超声检测参数设置的盲目性。
3提出的“扇扫端角区域分析法”对有固定端角的焊缝超声相控阵检测有很好的指导作用,该分析方法可推广至其他类似特殊焊缝的检测中去。